[点晴模切ERP]手机辅料的设计与制作
当前位置:点晴教程→模切知识交流
→『 模切技术学堂 』
目录 1、定义 2、作用 3、刀模加工示意图 4、背胶 4-1 功能 4-2 常用范围 4-3 表面要求 4-4 材料的选用 4-5 制作要求 4-6 常见设计错误 4-7 技术要求说明 5、泡棉 5-1 作用 5-2 常用范围 5-3 材料的选用 5-4 制作要求 5-5 技术要求说明 6、导电布(导电泡棉) 6-1 功能 6-2 材料的选用 6-3 组装要求 6-4 技术要求说明 7、防尘网 7-1 功能及材料的选用 7-2 制作要求 7-3 技术要求说明 8、热熔胶 8-1 功能 8-2 常用的范围 8-3 制作要求 8-4 常见设计错误 8-5 技术要求说明 9、磁铁 9-1 功能 9-2 制作要求 9-3 技术要求说明 10、麦拉纸 10-1 功能 10-2 技术要求要求 10-3 制作要求 11、五金件 11-1 材料的选用 11-2 技术要求说明 12、铜螺母 12-1 自动螺母机的使用 12-2 相关测试要求 12-3 技术要求说明 13、螺丝 13-1 头部类形 13-2 螺纹种类 13-3 表面处理工艺 13-4 常用螺丝 13-5 技术要求说明 14、包装 14-1 吸塑盘 14-2 胶袋 14-3 珍珠棉 14-4 保护膜 14-5 纸箱 手机辅料的定义: 所谓手机辅料是指用于整机上 除塑胶机壳、主板、电子元器件以外的零件(含包装)。 手机辅料的作用: 1、电子元件与机壳胶件相接触需定位的地方或相接触会挤压碰撞的地方。 2、装饰、防尘或支撑固定。 3、与机壳胶件相装配连接。 4、包装出货、运输防护。 辅料加工示意图  A:离型纸B:辅料原料 C:离型纸与辅料原料碾压到一起 D:冲切成型(蓝色为动模板,红色为刀模) E:废料F:落料G:成品 背胶——功能及种类 常用范围: LCD背胶摄像头镜片背胶 自拍镜背胶定位支架背胶 面壳按键装饰件背胶主屏背胶 小装饰件背胶等 功能: 使手机元器件与机壳粘贴在一起,不脱落、位移。 需贴背胶面的表面要求 需贴背胶的零件,其表面都需要遮喷或遮镀,也不做表面处理。 1、贴辅料面表面不能做喷涂+UV、真镀、水镀。 因为喷涂后的手机产品大部分都要过UV,而过了UV后表面会变硬、变光滑,那背胶面的粘性就会降低。真镀及水镀也是如此 直接喷涂不过UV的产品,因为喷油表面有油性同样也会影响背胶的粘性。 橡胶漆表面较软,也会影响背胶的粘性。 2、高光面。 模内注塑的钢件也可以贴背胶,但如果是抛光就不行。 工程图纸中的辅料公差 所有冲切的辅料其公差在标注时都为+0.2(或-0.2) 辅料在制作过程中其精度问题也不会走极限值,其真正的公差值都在±0.1左右。只是在报价问题上的公差±0.2的刀模要比公差±0.1的刀模费用要低。 除非客户其要求为±0.1。 背胶——材料的选用 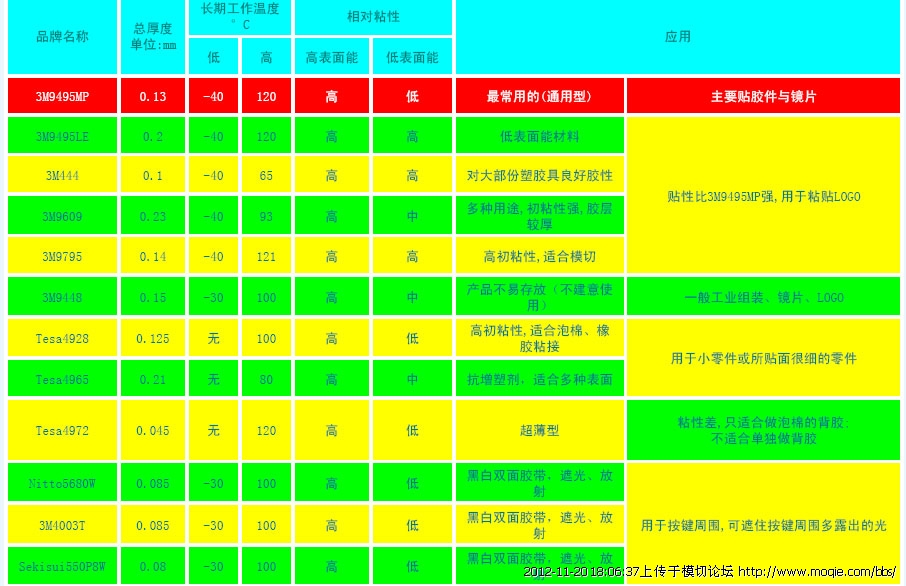 背胶——材料的说明 1、所选用背胶的材质时一定要注意相应的材质要选相应的厚度(如3M9495MP材质所对应的厚度是0.13mm,3M9495LE材质所对应的厚度是0.2mm),而不是选3M9495MP的材质,标厚度尺寸时又是0.2mm。因为背胶的材质与厚度在3M公司出厂就是定了的,辅料供应商只是做模切,材质是按我们要求去选的,他们不能去变厚度 2、辅料的成本,我司与客户是否都能接受辅料的制作及加工成本。 3、任何时候的材质更换都必须验证、重新报价。 4、如有特殊材质的应用要先向客户询问并确认,是否可以更改为我司常用的,如不能更改要询问供应商是否有这种特殊材质的辅料。 5、所有的背胶都要提供材质证明书,以证明这种背胶是我们所需要的材质。 6、高表面能:将一滴水滴在胶件表面,如果水滴散开了,则为高表面能。 7、低表面能:将一滴水滴在胶件表面,如果水滴没有散开,则为低表面能。 背胶——制作要求 制作要求: 1-1、单边间隙0.1mm~0.15mm中间间隙0.2~0.3mm以上,防止辅料粘贴偏移后中间空框边缘露出在机壳LCD框外。 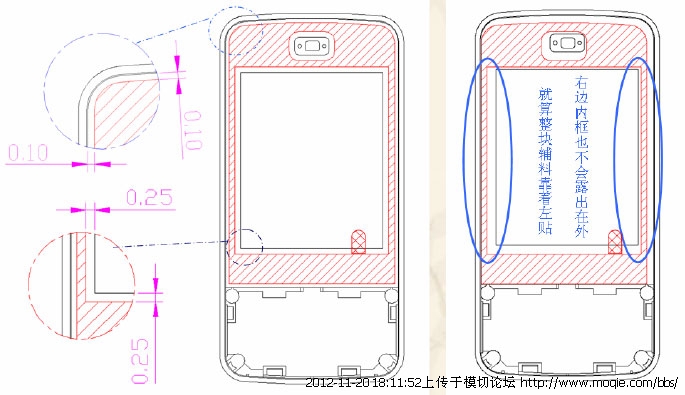 2-1、背胶最窄最好不要低于1mm,因为刀模的宽度为0.8mm(如图1),将两片刀模合并起来后肯定会有一定的间隙(如图2),不一定能保证为0.8mm,如果宽度要做到0.8以下。需冲切两次,而且两端会有很大的误差(如图3)。 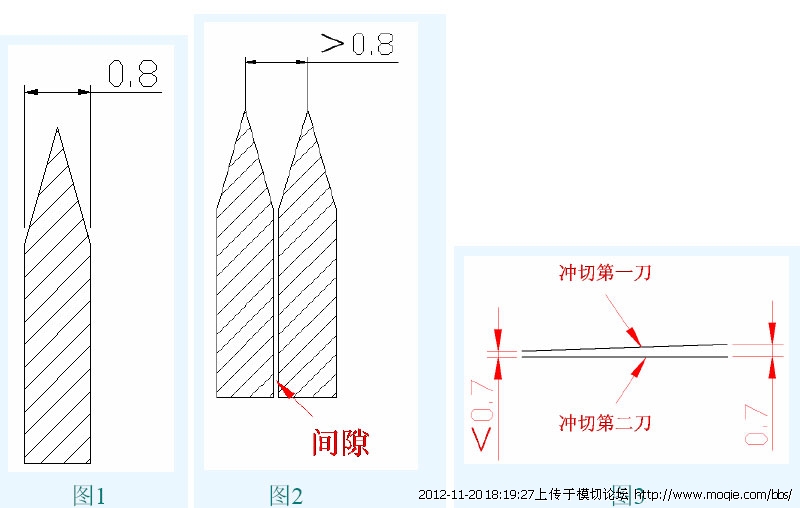 3-1、中间废料是否保留要看辅料的整体强度是否够强,如右图中的LCD框,两侧太细拿起来后强度不够所以也不容易组装,而上方的出音孔相对较小,不保留对整体的强度不会有影响,如果保留,将会在我司组装时多增加一道工序。 通常废料保留的地方都为通孔。  4-1、能够做成一张的不要分开做 如下图中两个红色面,分别装配两个零件然后热熔装饰件,如按右图制作成一整块,就可将贴背胶的工序节省成一道。  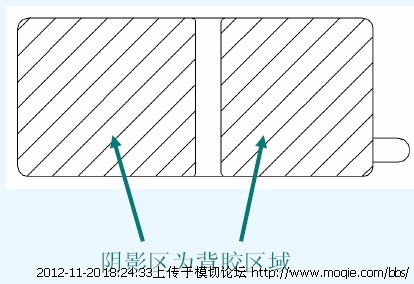 4-2、出现太细的摄头装饰件背胶中间可不用制作,但必须要将其余两头的制作成一块。 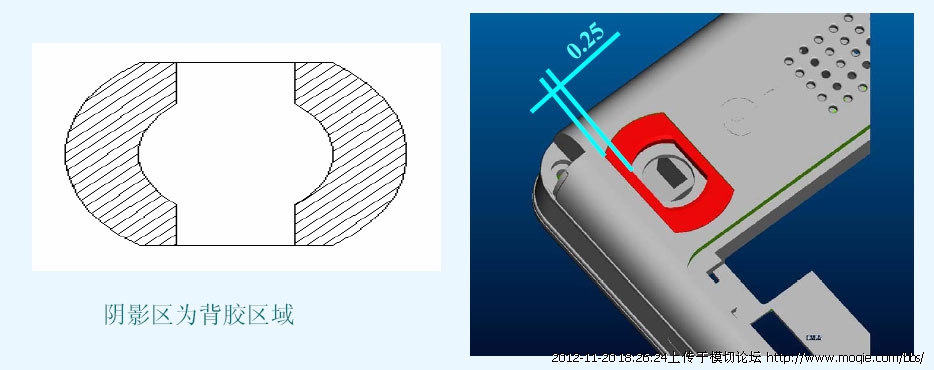 4-3,如右图中的两个红色面相距太远,如果要做成一张,将会增加更多的制作成本,此类结构建意做成两张背胶  5-1、如下图有两个摄像头装饰件,只有我司组装一个,但背胶只能做一块,所以制作两个手撕位,再加切一刀。  6-1、手撕位的长、宽因辅料的大小而定。长、宽最窄不能少于2mm,太窄会出现撕下时断裂等现象。如右边示意图,通常位置选择在整套机壳组装后最容易用手拿到并撕下来的地方、而LCD镜片背胶、摄像头镜片背胶最好制在框内。  7-1、刀模线一般用于中间废料较大的LCD框。 因为组装后的LCD辅料不容易斯下,再次加切一刀后,可加快LCD撕下速度,而提高组装的效率。 刀模线需制在手撕位相接处,并如下注明: 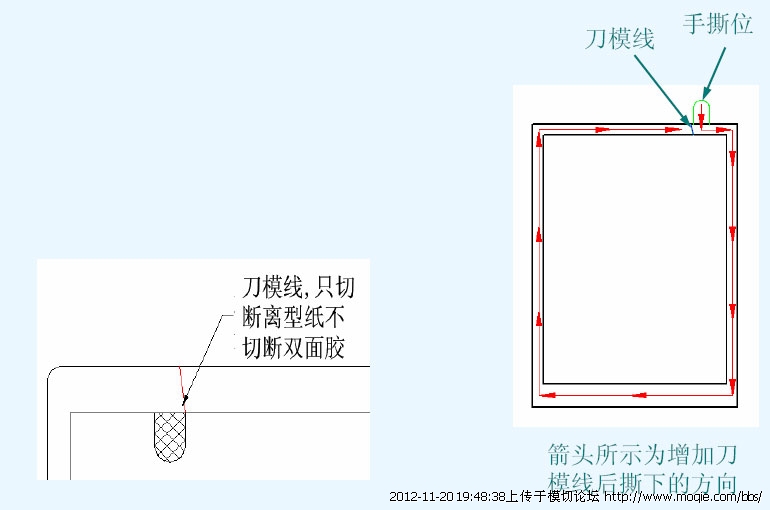 8-1、所有的LCD背胶都需制作成如右图所示,背面多加一刀模线,方便在组装时更容易拿起离型纸粘贴。  9-1、凡所有直角(棱角)处做出来后都会有0.2左右的R角  背胶——小节1 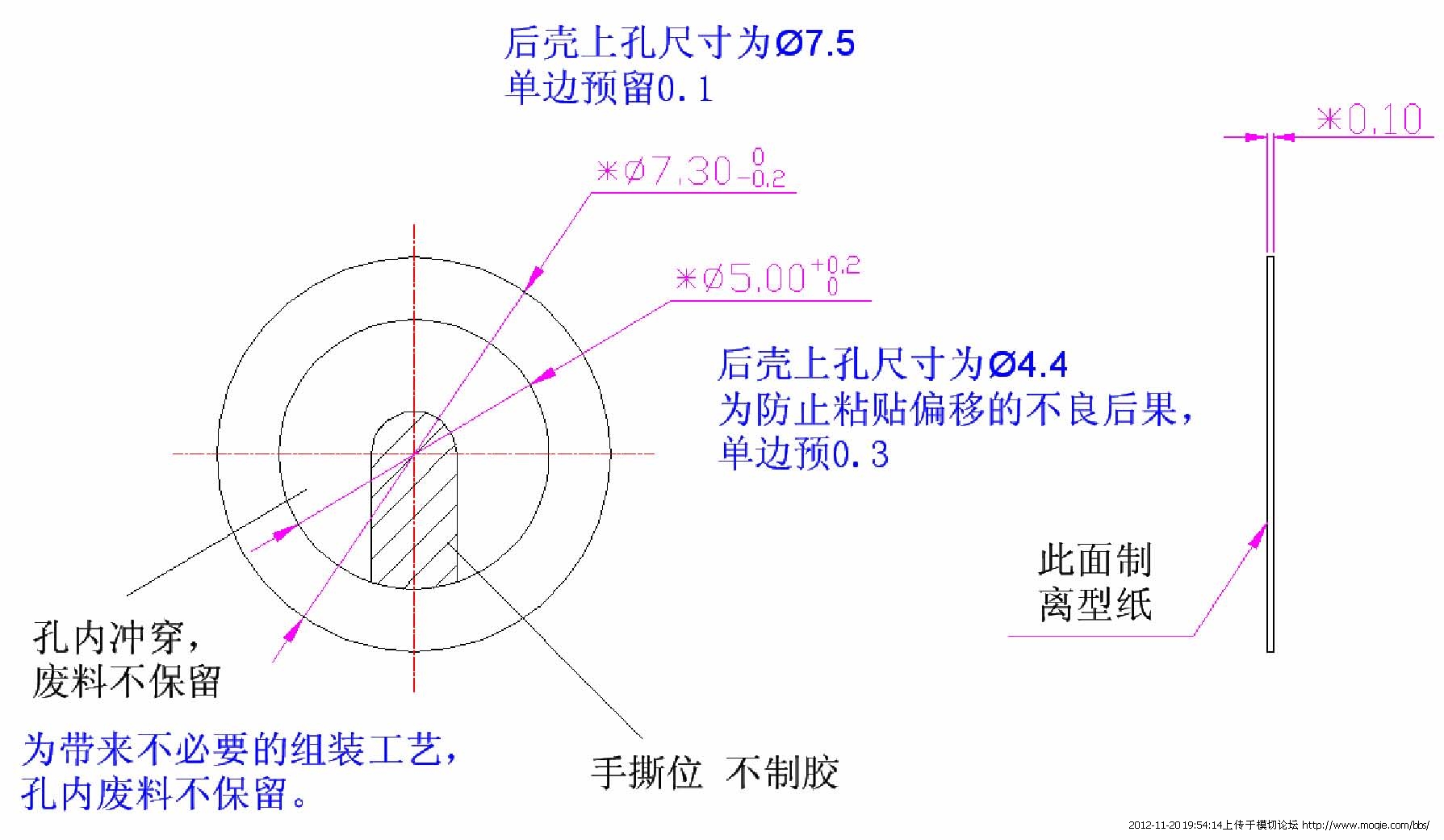 背胶——小节2  背胶——常见设计错误 10-1、常见背胶设计错误  10-2、外轮廓的圆弧转角处不能按照原角度做偏距,弧度要比原角度做大0.1~0.25mm.  10-3、外形不能安全按塑胶壳的外形,尽可能的简单。 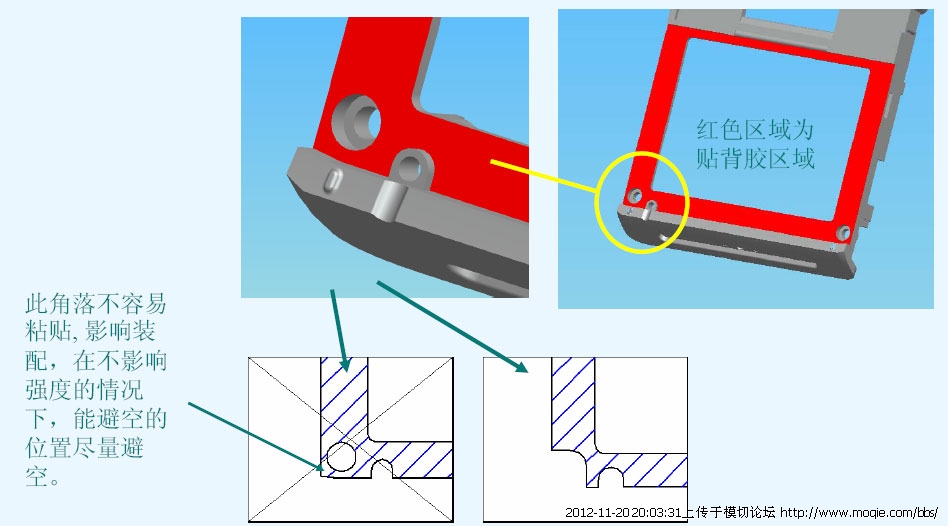  10-4、制作辅料时应注意粘背胶面的特征,如右图三个孔就要热熔翻盖缓冲垫。  背胶——工程图纸中需注明的技术要求 技术要求说明(包括但不仅限): 1 材质及详细规格、品牌; 2 背胶边缘必须冲切整齐、无毛刺; 3 图中必须要有重点管控尺寸,且要在前面加上“*”; 4 废料是否保留,必须做出明确标识; 5 如有刀模线,要标识出“只切断离型纸,不切断双面胶”; 6 手撕位的制作位置与不制胶要明确标识; 7 撕手离型纸和包装离型纸都需冲切 8 来货时需要与相对应的装配件进行实配检验. 9 如果是客供,要注明“此为客供料”。 泡棉——功能及种类 作用: 给电子元件与机壳相接触的地方减震、减压。防止压坏电子元件。 常用的范围: LCD泡棉 摄像头泡棉 翻盖小屏泡棉 钢片支架泡棉 喇叭泡棉 喇叭后音腔密封泡棉 马达泡棉 连接器压紧泡棉 翻盖侧FPC连接口泡棉 泡棉——材料的选用  泡棉——特殊材料的选用  1-1、由于泡棉较厚、较软,为防止粘贴后挤压变形所造成的泡棉外露,面积较大的LCD泡棉单边预留0.2mm,框内间隙要留0.5mm以上,面积较小的摄像头泡棉、喇叭泡棉泡、马达泡棉单边预留0.1mm,中间预留0.2mm以上。  更多制作要求请参考背胶的制作,如有与背胶有矛盾之处,应以泡棉制作要求为准 泡棉——小节1 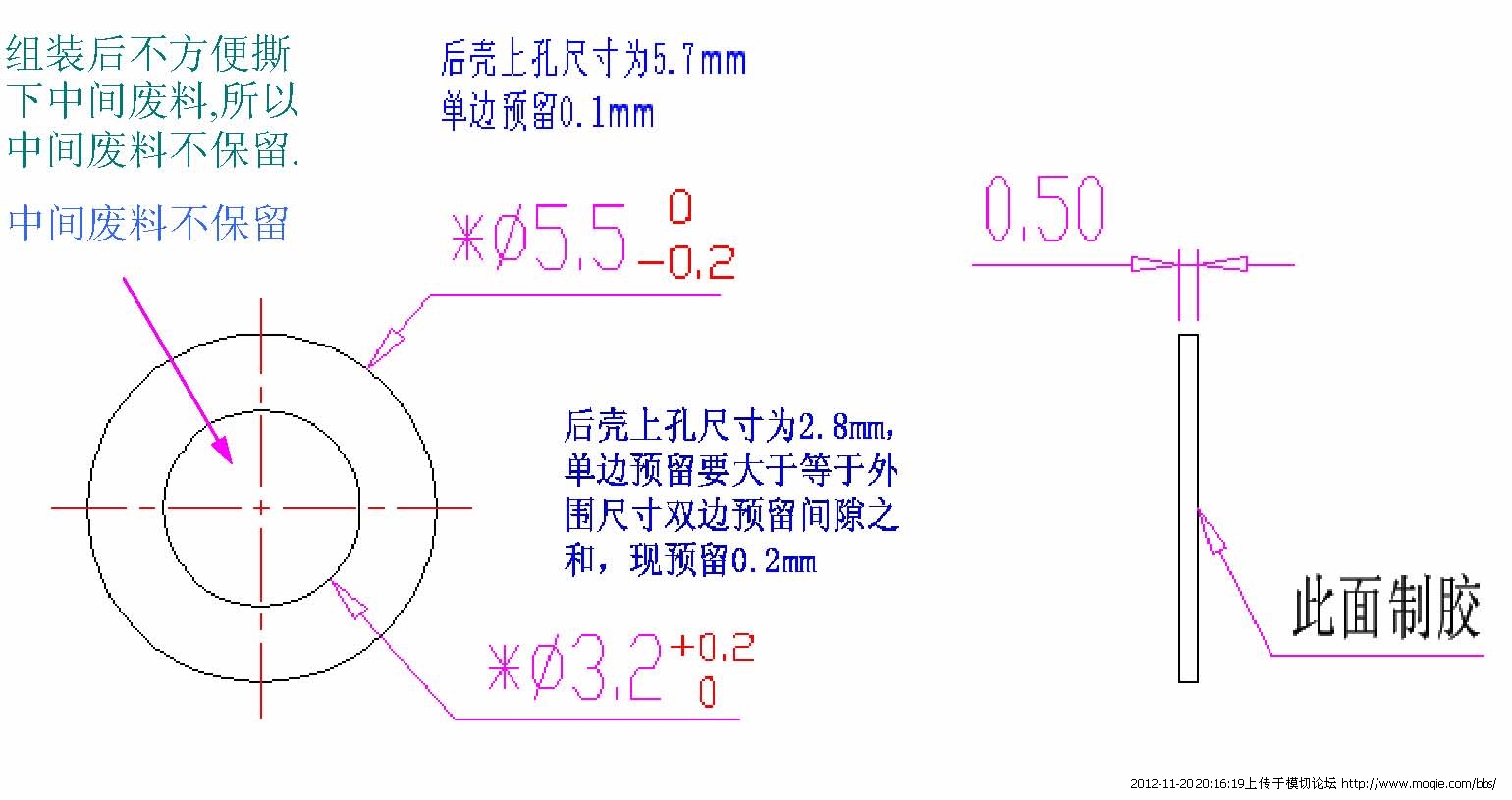 泡棉——小节2 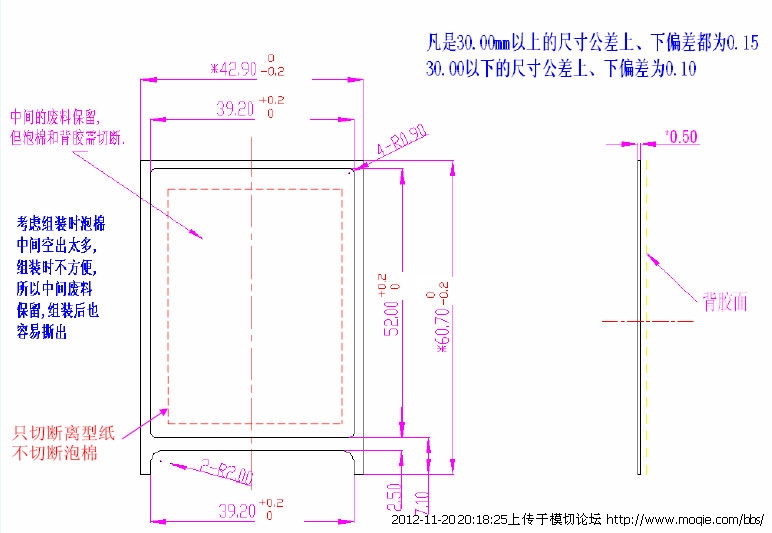 泡棉——工程图纸中需注明的技术要求 技术要求说明(包括但不仅限): 1 材质及详细规格、品牌; 2 泡棉边缘必须冲切整齐,无毛刺; 3 图中必须要有重点管控尺寸,且要在前面加上“*”; 4 图中厚度尺寸为压缩前尺寸; 5 废料是否保留,必须做出明确标识; 6 来货时需要与相对应的装配件进行实配检验. 7 如果是客供,要注明“此为客供料”。 导电布(导电泡棉)——功能及材料的选用 功能: 使五金装饰件与主板相接通,防止静电烧坏主板 导电布与导电泡棉的作用相同,但导电泡棉是五金装饰件与主机直接连接下来的,如果遇到结构限制而不能使用导电泡棉时,应使用导电布。  导电布——制作要求 1-1、导电布所制背胶为导电背胶,长度因结构限制定制,宽度配合位间隙单边预留0.1mm  2-1、长度不宜太长(不要过盈1mm),因为太长了导电泡棉组装后就会挤压到与主板其它地方相接通  导电布(导电泡棉)——工程图纸中需注明的技术要求 技术要求说明(包括但不仅限): 1. 模切件边缘整齐,不得有明显的纤维和细屑残留,装配时不得有拉丝现象; 2. 导电泡棉的单面制胶范围不能大于制胶面,为防止胶将整个面与五金件绝缘; 3. 图中必须要有重点管控尺寸,且要在前面加上“*”; 4. 导电泡棉的尺寸是挤压前的尺寸; 5. 如果是客供,要注明“此为客供料”。 防尘网——材料的选用 尼龙网——最常用,粘在壳内,不容易看见,效果防尘,用于制作听筒防尘网与喇叭防尘网,手机上的尼龙防尘网用200目即可。 “目”的定义——在一平方英寸面积内筛孔的个数(目数)。例如100目的筛子表示每平方英寸筛网上有100个筛孔。 由于在定义中未涉及网丝的尺寸,因此目数并不能在严格的意义上度量筛孔的大小,从而也就造成了装换成毫米或微米时的不确定,在不同的国家(标准)里,转换后的尺寸是有少量的差别的。 不织布——粘在壳内,不容易看见,看起来表面有软软的毛纤维,效果防尘,因为比较软,所以不容易组装,组装后拆下后就报废了。不常用。 不织布是指不经过平织或针织的传统编织方式制成的布。制程结合塑胶、化工、造纸及纺织之技术原理,由气流法制成,虽然不是真正的布,但是具有布的特性,如纺粘性、覆盖性、擦。拭性及过滤性布所具有的物理性质。 镍片——外观面上可以看见,效果防尘+装饰。可用胶水粘贴定位。(厚度为0.1mm~0.15mm) 不锈钢——同镍片网相同,不锈钢防尘网适用于弯曲或拉伸后(厚度不限) 其表面不能用于喷涂,也不能制胶定位。 防尘网——制作要求(尼龙网/不织布) 1-1、长宽单边预留0.1mm,里面预留0.25mm以上的制胶区域,但要保证制胶横截面的宽度在1mm以上。 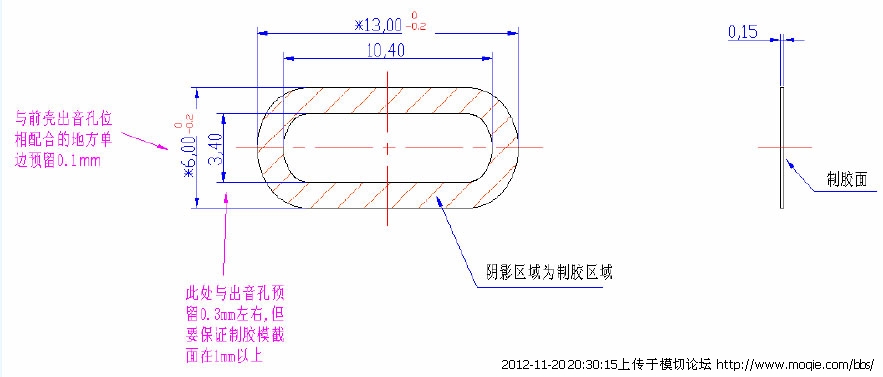 防尘网——泡棉+尼龙网 2-1、长宽单边预留0.1mm,里面预留0.25mm以上甚至更多,但要保证泡棉与制胶区域的横截面宽度在1mm以上。 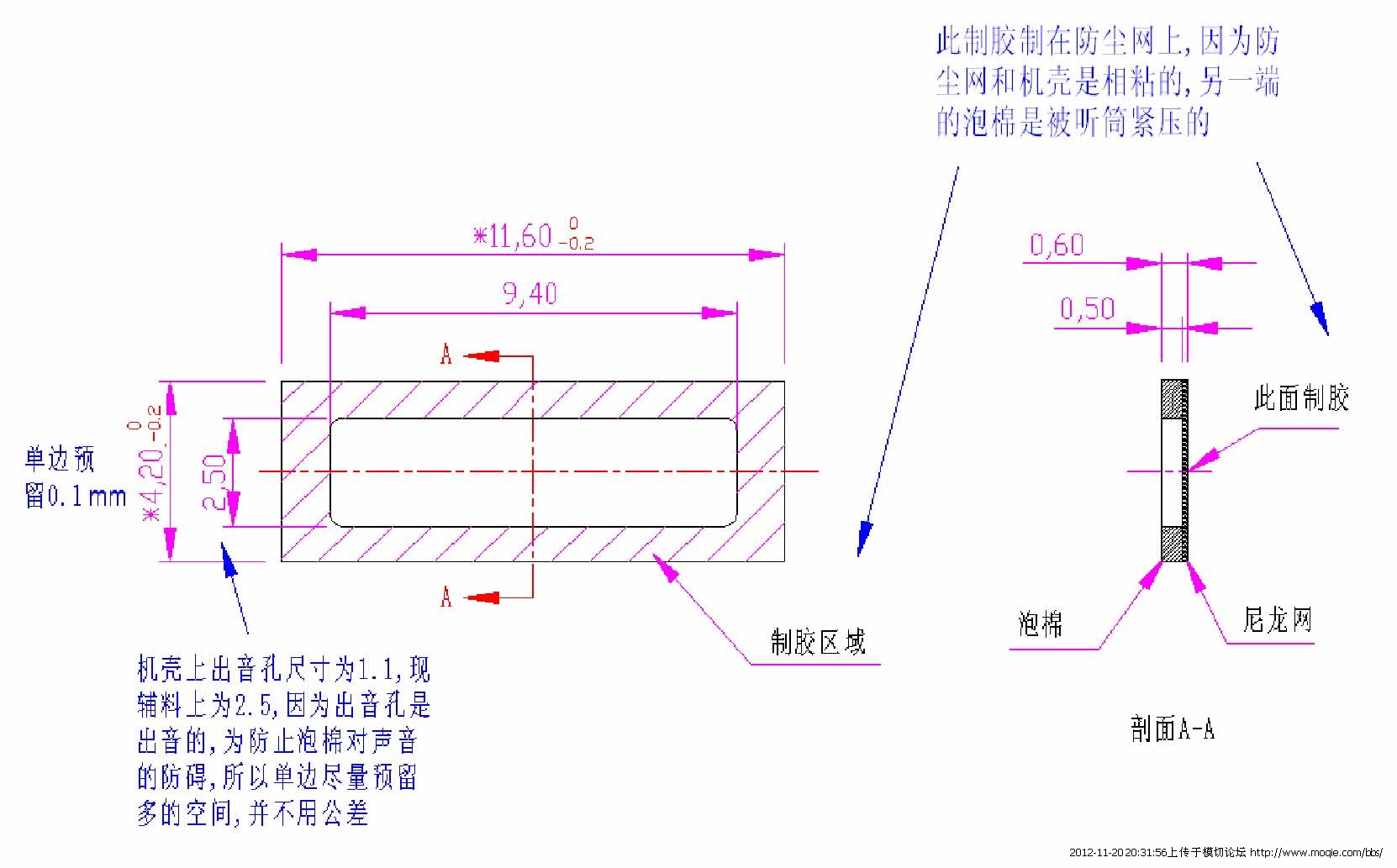 防尘网——制作要求(镍片/不锈钢) 3-1、长宽单边预留0.1mm,里面孔的直径通常为0.4mm,最低不能小于0.25,且各个孔之间的材料宽度至少为0.30。 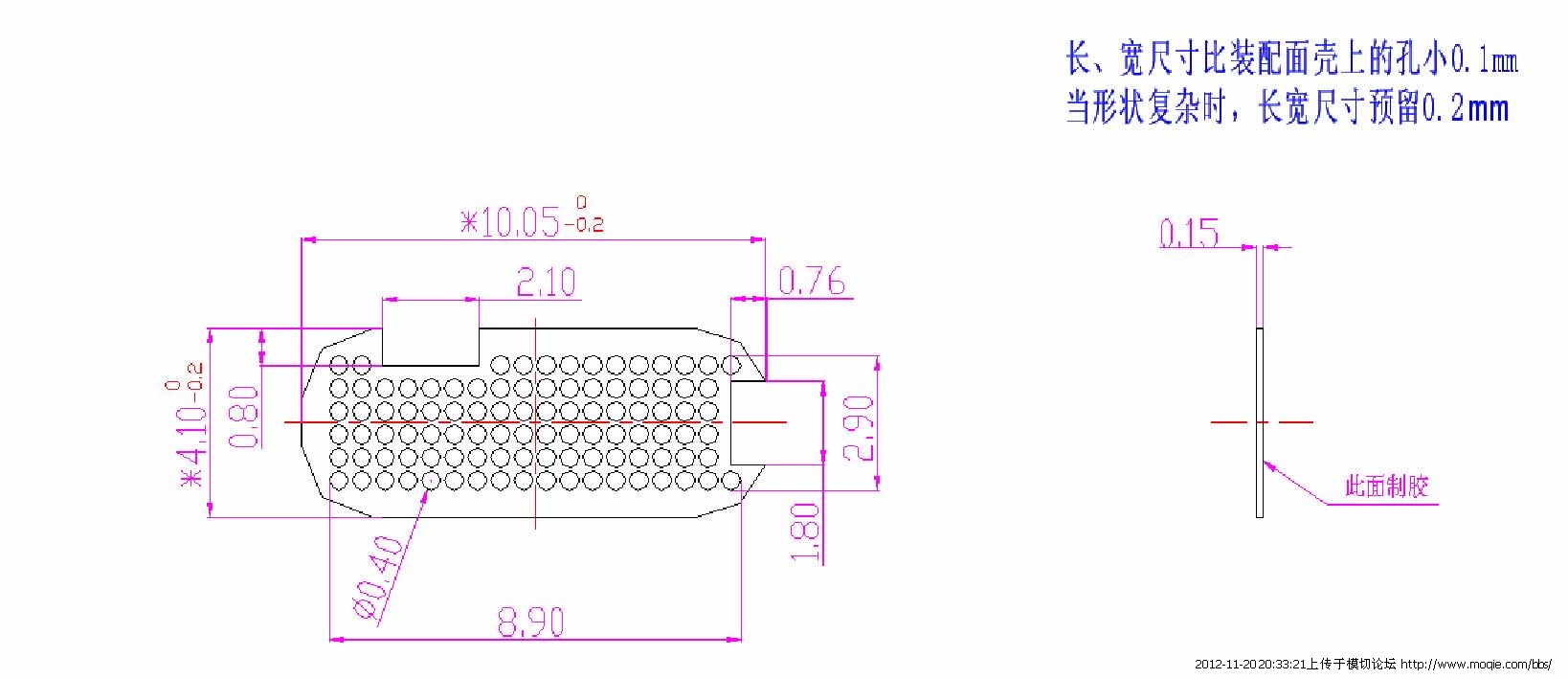 防尘网——制作要求 4-1、镍片/不锈钢的厚度加上双面胶的总厚度不能超过胶件凹槽的深度。这样可以有效的防止镍片/不锈钢的刮花。 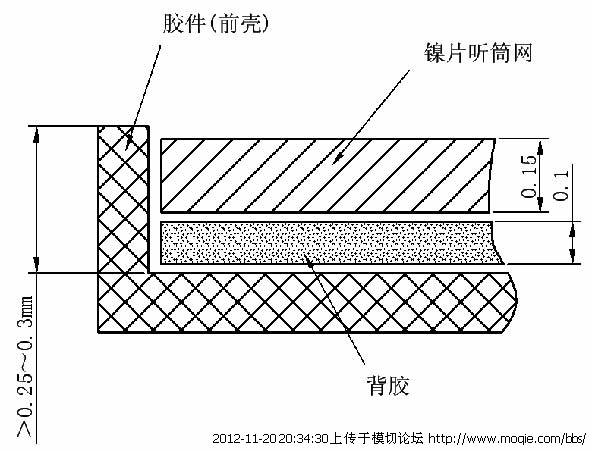 防尘网——不锈钢定位 5-1、不锈钢不能用刷胶水来定位,因为胶水干了后对不锈钢的粘性并不强,并且有可能会将孔堵住。如不制胶定位会出现如右图的情况。最好是制作背胶将不锈钢定位。 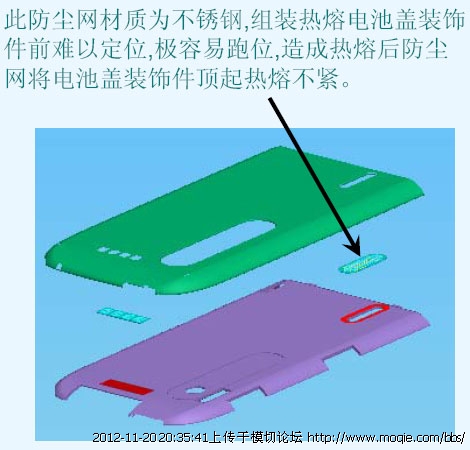 防尘网——制作要求(不用胶水粘贴) 6-1、镍片/不锈钢在不制胶的情况下,需考虑是否给出定位,否则会移位。如下是不制胶的镍片网,在机壳里必须要完全定位。  防尘网——工程图纸中需注明的技术要求(尼龙网/不织布) 技术要求说明(包括但不仅限): 1:材质及详细规格、品牌、目的数量; 2:模切件边缘整齐,不得有明显的纤维和细屑残留; 3:图中必须要有重点管控尺寸,且要在前面加上“*”; 4:制胶区域需明确标识; 5:如果是客供,要注明“此为客供料”。 防尘网——工程图纸中需注明的技术要求(镍片/不锈钢) 技术要求说明(包括但不仅限): 1.材质及详细规格、品牌; 2.产品表面不得有赃污,划伤. 3.图中必须要有重点管控尺寸,且要在前面加上“*”. 4.是否制胶,如制胶需明确标识; 5.如果是客供,要注明“此为客供料”。 热熔胶——功能及种类 功能: 使五金装饰件与壳机熔接在一起,达到最好的熔接效果。如用背胶就的话就达不到热熔胶的效果。但不能代替背胶使用。 常用的范围: 面(底)壳五金装饰件热熔胶 电池盖五金装饰件热熔胶 按键装饰件热熔胶 热熔胶——制作要求 1-1、电池盖上此两角为圆角,为防止热熔后重叠,必须开口,其宽度因弧面而定 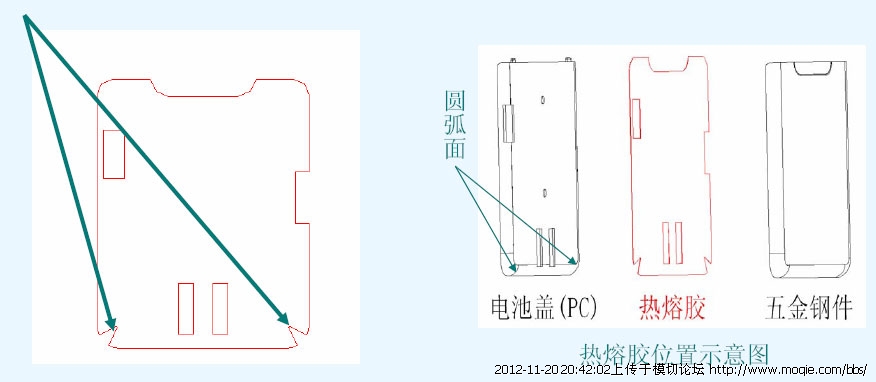 2-1、单边避空1mm,(不能低于1mm)大面积配合的电池盖单边避空1.5mm,防止溢胶。 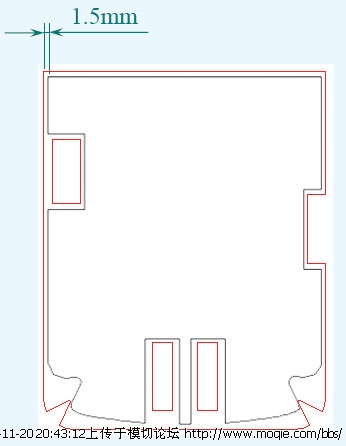 3-1、给出两个或两个以上的定位孔: 一是方便在组装粘贴后容易撕开(撕手位) 二是要在组装后的热熔夹具上定位 两个定位孔会影对热熔胶的定位,有轻微的定位不当,所以两个定位孔最好是只用在大面热熔的电池盖上,因为大面积的热熔胶单边避空了1.5mm,有轻微的偏移对热熔不会有影响。  3-2、在胶件上,如果喷油夹具上的孔大于2mm就能用于热熔定位,而取消上方的定位孔(小于2mm的孔定位效果不太好。 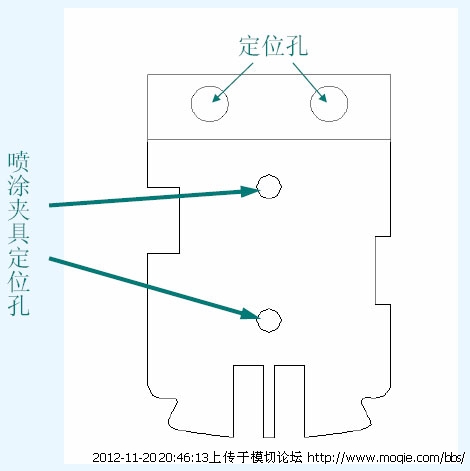  3-3、定位孔与定位孔之间的间距因辅料的大小而定,但最近不能小于3mm,而定位孔中心到热熔胶的定位距离在没有胶件的干涉下为8mm,定位孔直径通常在?3~?6mm,定位孔与最边缘不能低于2mm。  3-4、如果中间不做热熔胶,定位孔可制在中间。以节省材料,如下图。  3-5、定位孔最好做成左右三角对称的形式,不需做成不对称的防呆方式。  4-1、热熔胶的宽度为2MM或以下时,所使用的离型纸需改成透明的带粘性的离型薄膜,因为离型纸没有粘性,不能很好的粘住宽度太薄的热熔胶。所以改成带粘性的离型薄膜。 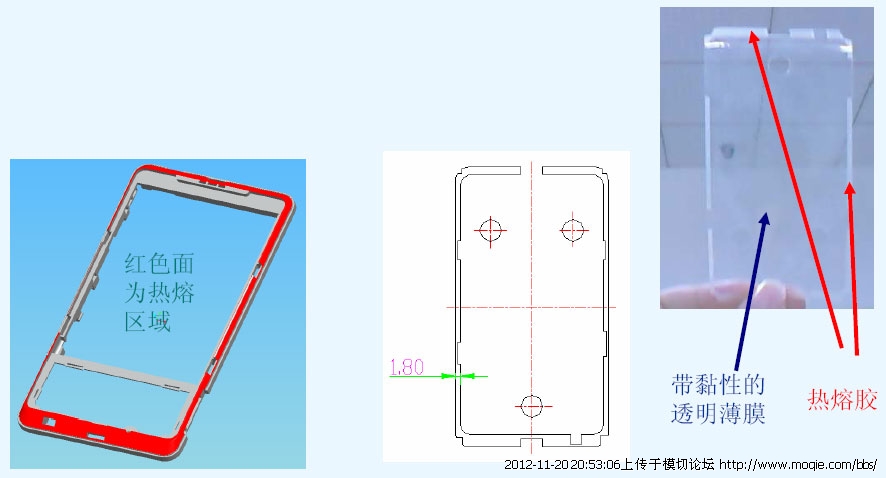   热熔胶——小节1 此为电池盖热熔胶,整体面积较大,所以图中的尺寸单边都避空了1.5mm 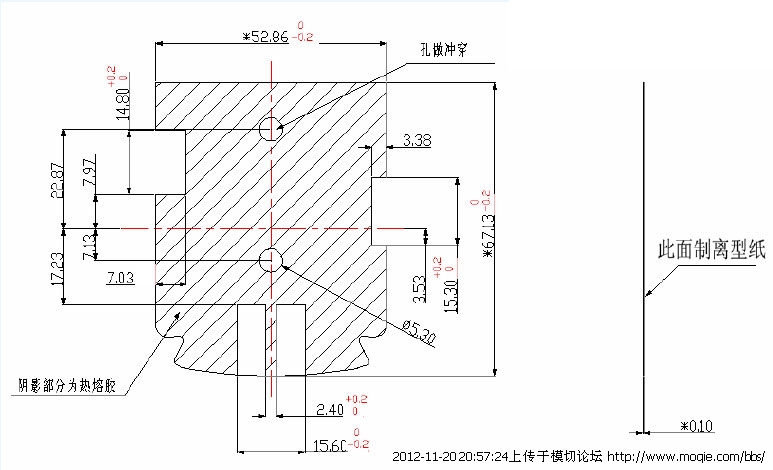 热熔胶——小节2 此为面壳装饰件热熔胶,整圈都太窄,所以图中的尺寸单边都避空了1mm,并将离型纸改做成透明薄膜,并在技术要求上加注透明薄膜需略带粘性。 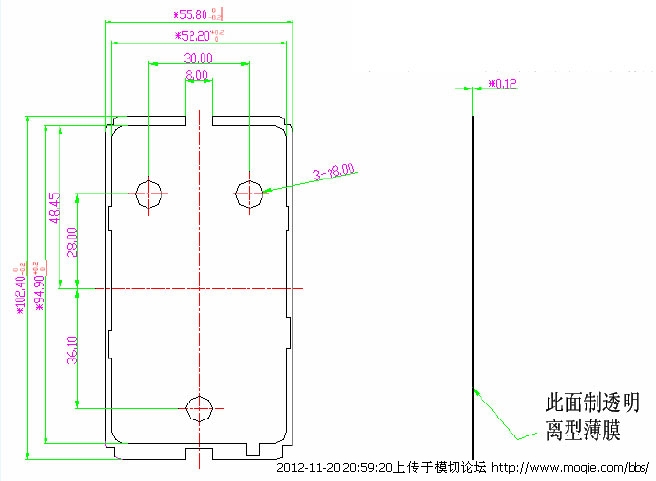 热熔胶——工程图纸中需注明的技术要求 技术要求说明(包括但不仅限): 1 材质及详细规格、品牌; 2 热熔胶边缘必须冲切整齐,不能有毛刺; 3 线性尺寸未注公差按GB/T1804-m.7; 4 图中必须要有重点管控尺寸,且要在前面加上“*”; 5 如果是客供,要注明“此为客供料”。 磁铁——功能 功能: 用于滑盖机(翻盖机)滑动(翻转)时打开或关闭键盘(显示屏)。(用皮套盖住显示屏的直板机也会用到磁铁,其做用和翻盖机一样。)  制作要求: 1-1、长(或宽)间隙为零配,其它四边单边预留0.1mm,然后用磁铁背胶粘贴在N(或S)极(个别小磁铁的磁力太小需要区分N、S极的组装,因正装和反装磁通量大小不一样)。 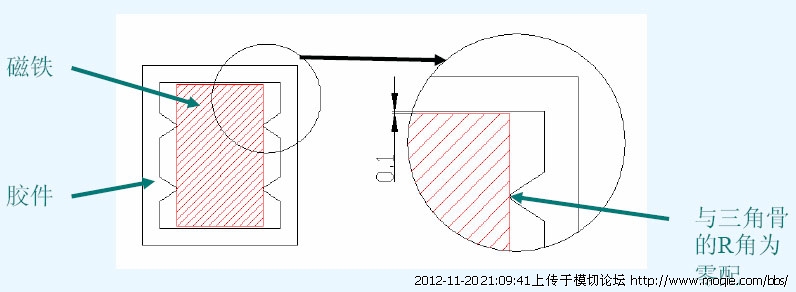 2-1、磁铁不能做成正方形,因为做成正方形后不容易区分N、S极。(如图1) 3-1、必须注明充极的方向并加一个箭头指向S极。(如图2) 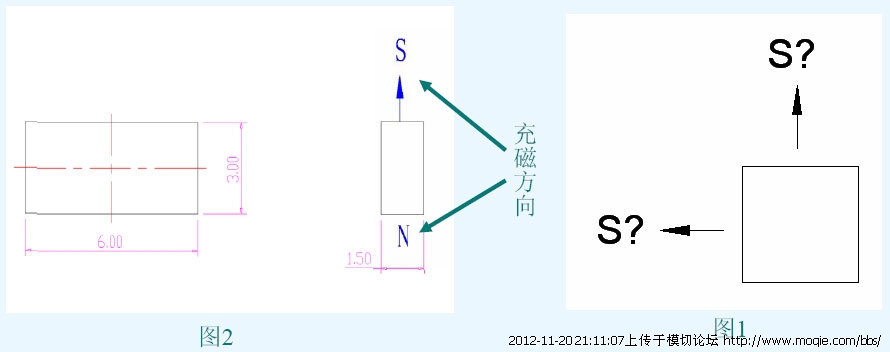 磁铁——工程图纸中需要注明的技术要求 技术要求说明(包括但不仅限): 1、材质及详细规格、品牌; 2、边缘冲切整齐,无毛刺; 3、如果客户无特殊要求,表面磁通量选择最小4000Guss(高斯),保磁力11500Oe(奥斯特); 4、按图示N、S极充磁,实物中是否要区分南北极,是否为防呆设计; 5、图中必须要有重点管控尺寸,且要在前面加上“*”; 6、如果是客供,要注明“此为客供料”。 麦拉纸——制作要求 1、长、宽尺寸单边配合尺寸预留0.1mm,厚度为0.1mm. 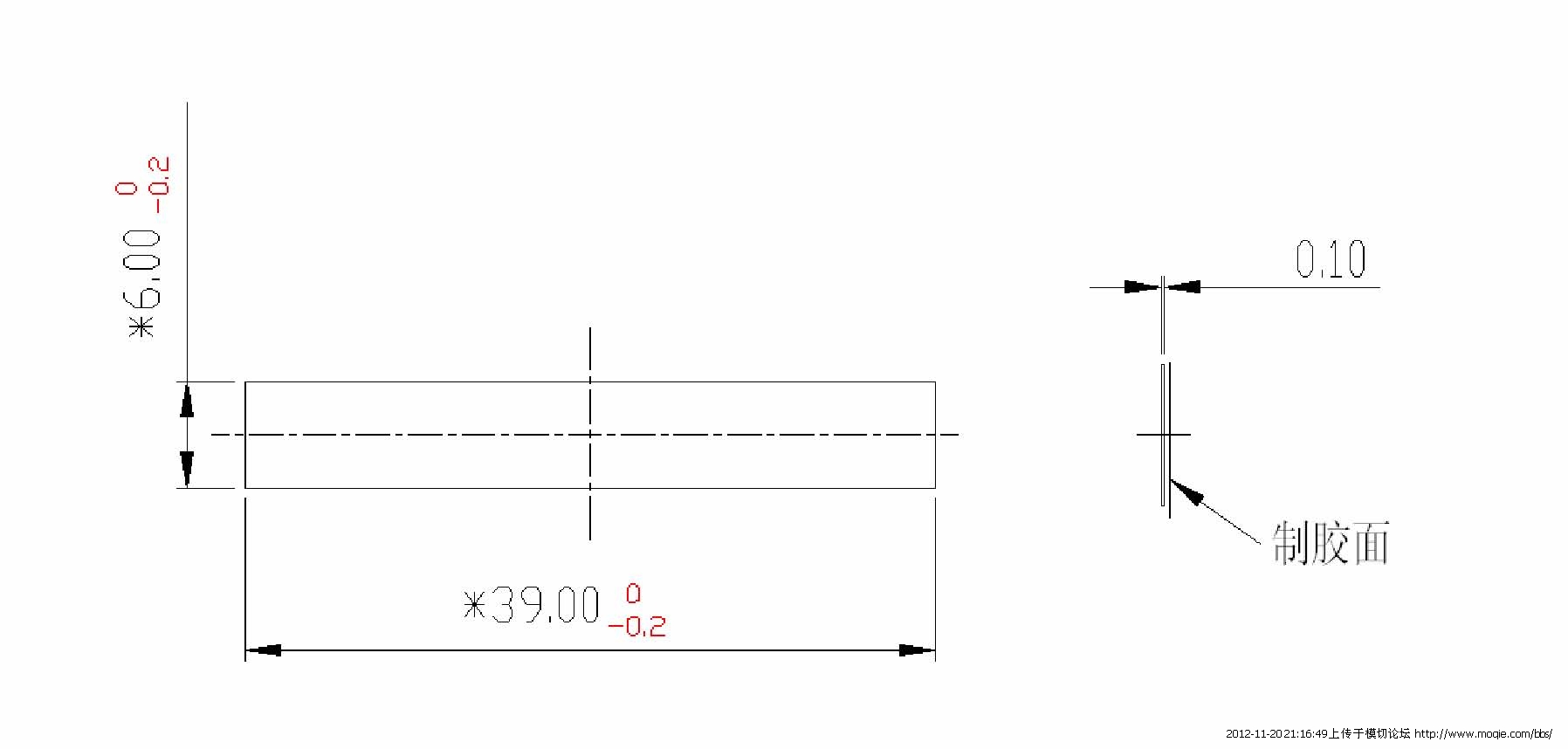 麦拉纸——功能及工程图纸中需要注明的技术要求 功能:麦拉纸一般用于滑盖手机当中,粘在一些易摩擦的地方,也用来固定主板与滑盖间的导线,起到防滑和绝缘的作用。 技术要求说明(包括但不仅限): 1 材质及详细规格、品牌; 2 热熔胶边缘必须冲切整齐,不能有毛刺; 3 图中必须要有重点管控尺寸,且要在前面加上“*”。 4 如果是客供,要注明“此为客供料”。 五金件——材料的选用 实际应用中,常将耐弱腐蚀介质腐蚀的钢称为不锈钢,而将耐化学介质腐蚀的钢称为耐酸钢。由于两者在化学成分上的差异,前者不一定耐化学介质腐蚀,而后者则一般均具有不锈性 SUS 301—延展性好,用于成型产品。也可通过机械加工使其迅速硬化。焊接性好。抗磨性和疲劳强度优于304不锈钢。 301—多用于制作接地钢片和模内注塑钢件。 SUS 302—耐腐蚀性同304,由于含碳相对要高因而强度更好。 SUS 303—通过添加少量的硫、磷使其较304更易切削加工。 303—多用于制作弹簧 SUS 304—通用型号;即18/8不锈钢。 304—面底壳装饰件、钢轴 SUS 309—较之304有更好的耐温性。 五金件——材料的选用 1-1、不锈钢——SUS 301,用于模内注塑钢件与接地弹片。 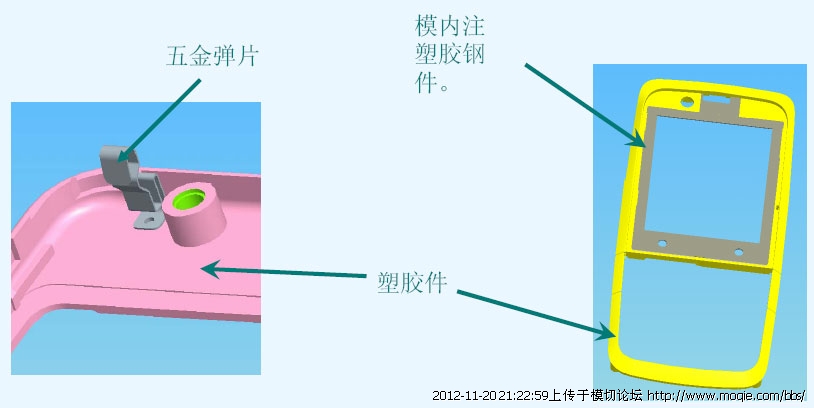 1-2、不锈钢——SUS 303,多用于制作弹簧  1-3、不锈钢——SUS 304,用于表面装饰件、钢轴。  2-1、铝片——同样用于表面装饰件,但比不锈钢轻。易变形,适用于小的表面装饰件。 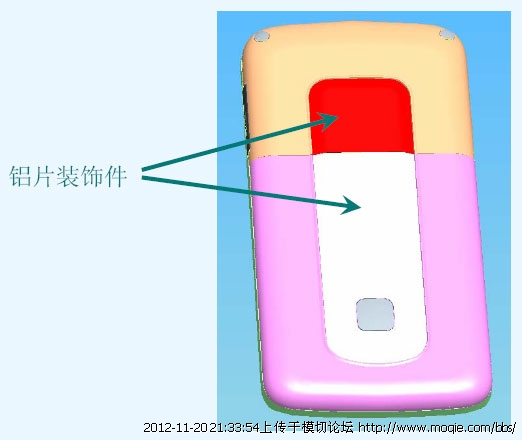 3-1、磷青铜——弹性与导电功能比较好,多用于接触片。  五金件——模内注塑钢件定位设计 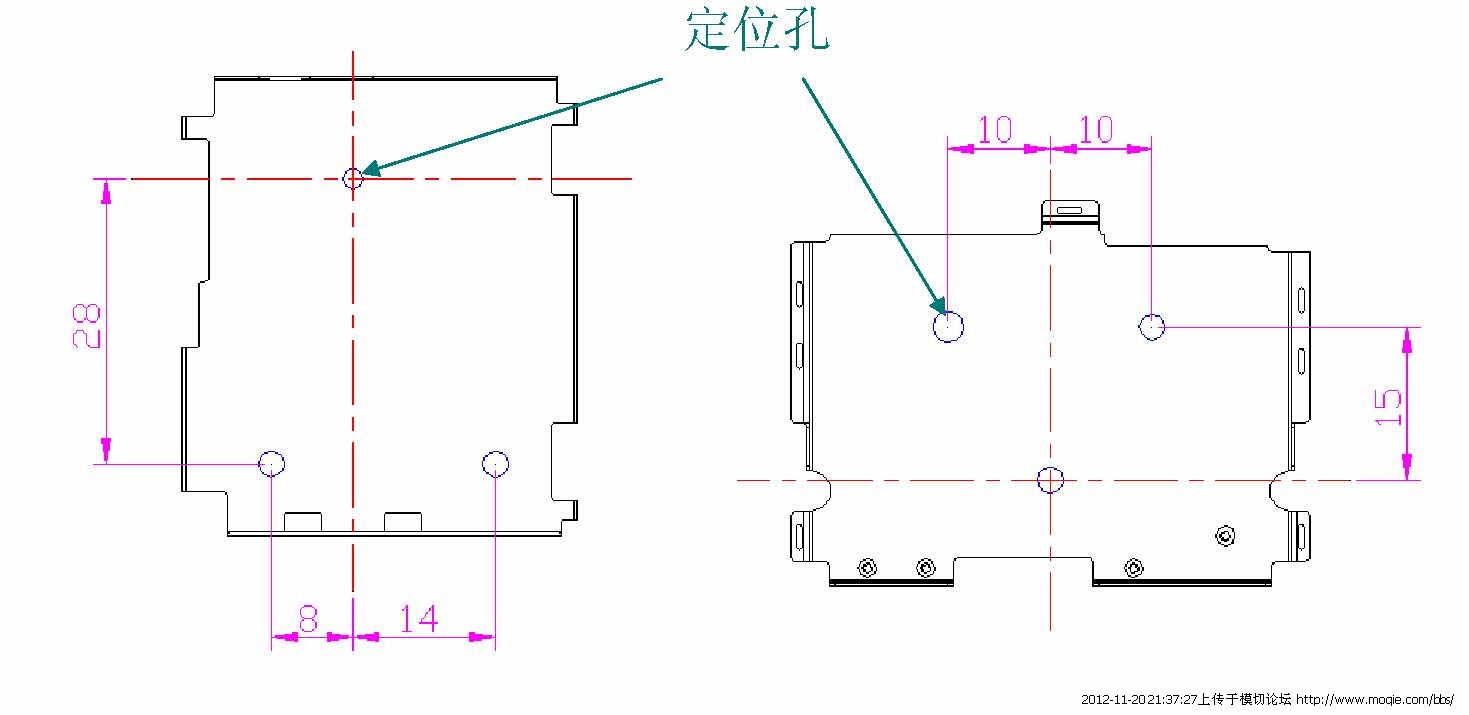 4-1、右图的定位孔为对称三角形,在模内注塑时,正反都会装入模具内,如不慎装反,将会导致模具压报废。所以最好设计成左图中不对称的三角定位。 五金件——工程图纸上需注明的技术要求 技术要求说明(包括但不仅限) : 1、产品不得有毛刺、变形等不良,表面不能有划伤、生锈、污迹; 2、图中要有重点管控尺寸,且在尺寸前注明“*”其它检测尺寸在前方加上序号; 3、线性尺寸未注公差按GB/T1804-m。 4、注明此材料的厚度、材质、硬度及表面的处理。5、如果是客供,要注明“此为客供料”。 铜螺母——自动螺母机的使用 1-1、自动螺母机的使用范围: M1.4×Φ2.3~Φ2.5(包含Φ2.3与Φ2.5) ×H2.0~3.0(包含2.0,但不包含3.0) 1-2、不适合用自动螺母机的工艺: 真空镀不导电、全光钢琴黑——原因是用自动螺母机表面划伤较多。 2-1、螺母与胶壳之间热熔后的溢胶位要预留0.3mm以上,防止热熔后溢出的胶将螺母堵住。  铜螺母——相关测试  铜螺母尽量选用公司常用的 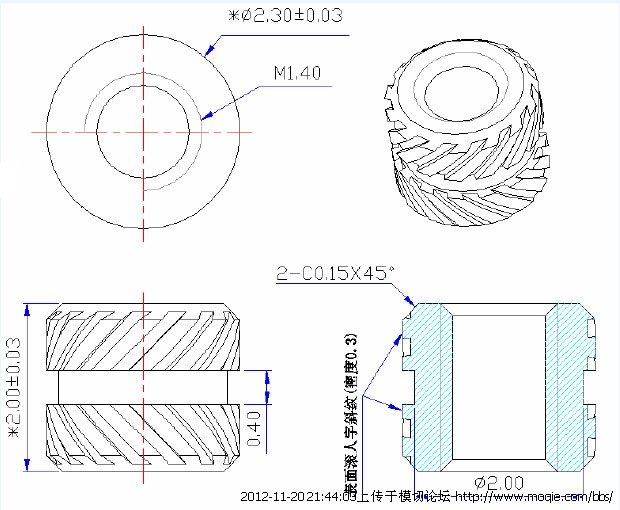 铜螺母——工程图纸中需注明的技术要求 技术要求说明(包括但不仅限): 1 材质及详细规格、品牌; 2 螺母上的斜纹方向需标识清楚,其它地方是否光身; 3 线性尺寸未注公差按GB/T1804-m.7; 4 图中必须要有重点管控尺寸,且要在前面加上“*”; 5 如能用自动压螺母机必须说明能用于自动压螺母机; 6 如果是客供,要注明“此为客供料”。 螺丝——头部类型 3-1、螺丝刀的使用类型 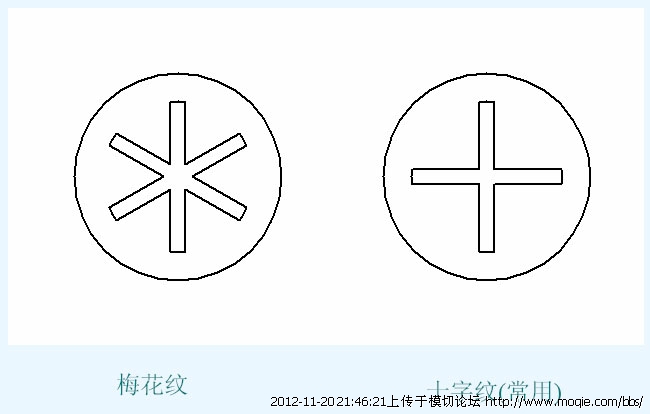 螺丝——头部类型 1-1、C头螺丝 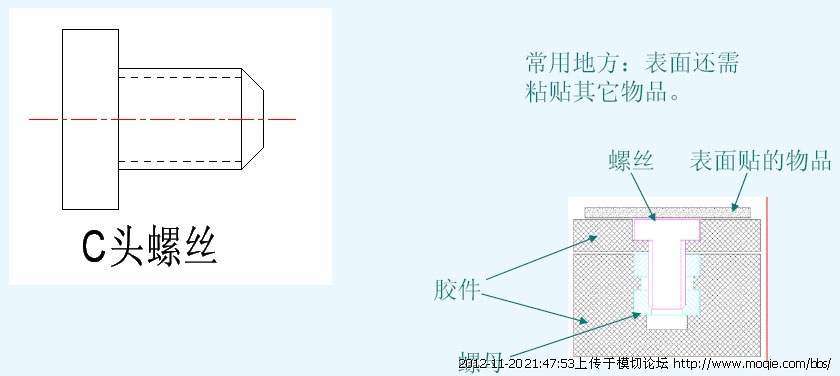 1-2、P头螺丝 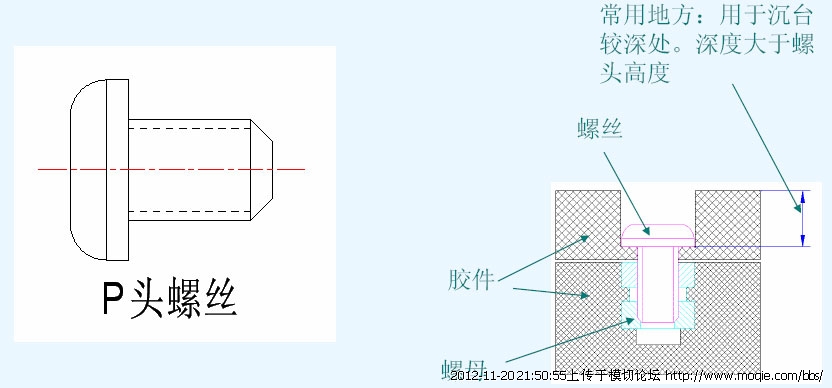 1-3、K头螺丝  螺丝——螺牙种类 2-1、自攻螺丝B牙  2-2、自攻螺丝A牙 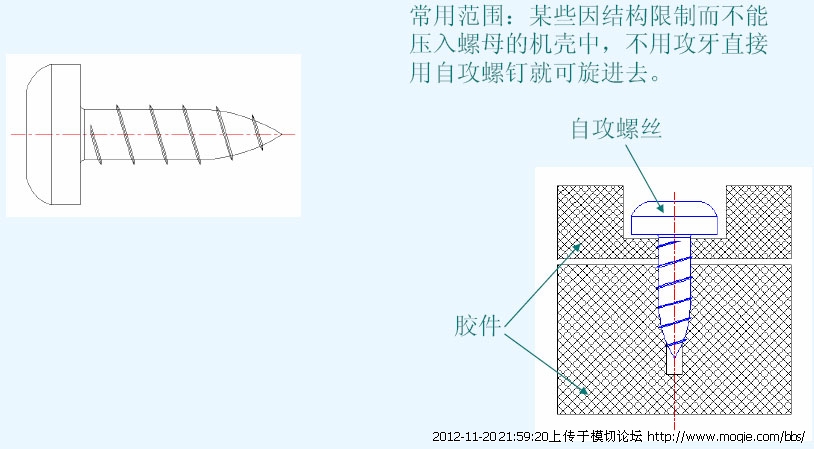 2-3、机械牙  螺丝——表面处理工艺 3-1、跟据其机壳上的颜色不同,所要求的螺丝颜色也有不同,因螺丝毛坯颜色单一,所以需要对其表面进行处理,最常用的为黑色、银白色以及青铜色。其颜色处理方法有如下: 黑色:表面镀黑锌 银白色:表面镀镍 青铜色:表面镀青铜 螺丝——常用螺丝  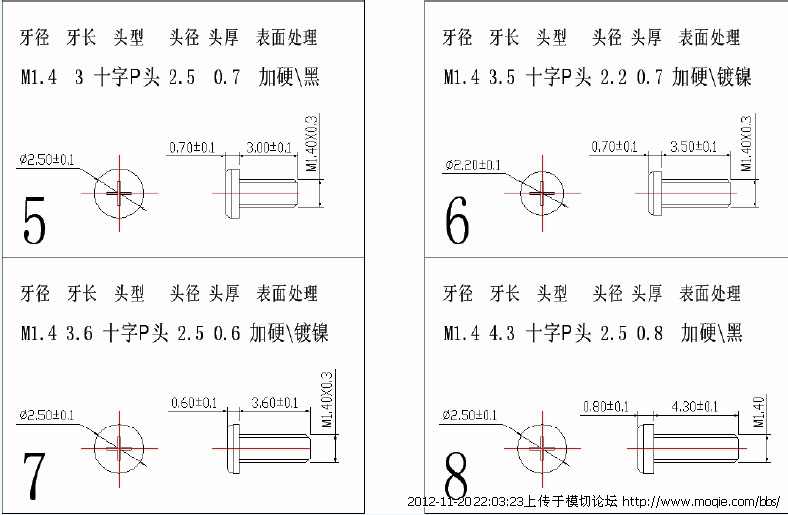 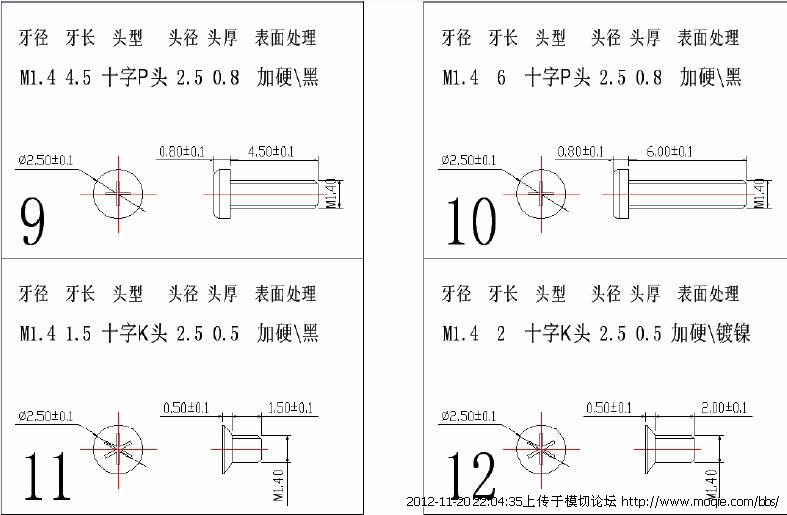   螺丝——常用自攻螺丝  螺钉——工程图纸中需注明的技术要求 技术要求说明(包括但不仅限): 1 材质及详细规格、品牌; 2 表面处理工艺; 3 图中必须要有重点管控尺寸,且要在前面加上“*”; 4 导入机型名称。 包装——吸塑盘  包装——珍珠棉 作用:将装好产品的吸塑盘与吸塑盘之间用珍珠棉隔开,以保证产品不会被吸塑盘划伤。 规格:(cm) 60 ×35 63 ×47 45 ×28 23.8×44.8(常用) 包装——胶袋 PE胶袋(cm) 1、4×6 2、6×12 3、8×10 4、8×12 5、10×14 6、12×18 7、20×30 PO胶袋(cm) 9×15  包装——保护膜 规格(单位:mm) 宽×长 35 ×100000(常用) 50 ×100000 51 ×100000 52 ×100000 53 ×100000 55 ×100000 58 ×100000 61 ×100000 60 ×100000 (常用) 64 ×100000 65 ×100000 (常用) 68 ×100000 70 ×100000 75 ×100000 80 ×100000 (常用) 85 ×100000 160×100000 350×100000  点晴模切ERP更多信息:http://moqie.clicksun.cn,联系电话:4001861886 该文章在 2012/11/23 1:47:00 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886


